
Einführung in Tmteck-Winkelstrahlwandler
Winkelstrahlinspektion
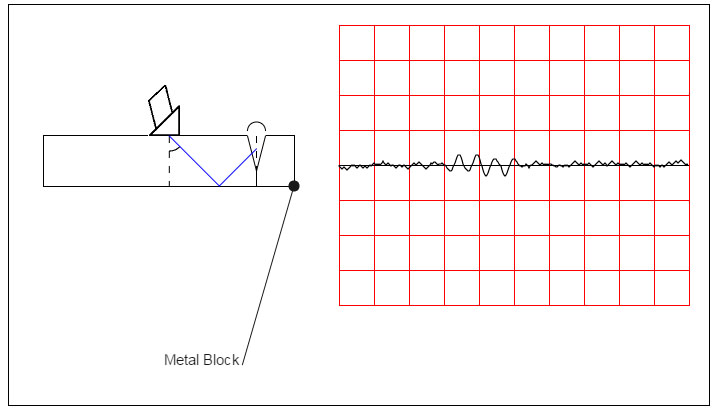
Die Winkelstrahltechnik (Shear Wave) wird zum Prüfen von Blechen, Blechen, Rohren und Schweißnähten verwendet. Zwischen Prüfling und Aufnehmer wird ein Kunststoffkeil mit Koppelmittelschicht zwischen Aufnehmer und Keil. Der Kunststoffkeil lässt die Schallwelle schräg in das Prüfobjekt eintreten. Der Schallstrahl wird dann wie bei der Geradstrahlprüfung zum Wandler zurückreflektiert.
Winkelstrahlinspektion 2
Bei der Prüfung mit geradem Strahl wird oft kein Fehler gefunden. Wenn der Defekt beispielsweise vertikal und dünn genug ist, wird er nicht genügend Schall zurück zum Schallkopf reflektieren um den Tester wissen zu lassen, dass es existiert. In solchen Fällen muss eine andere Methode der Ultraschallprüfung verwendet werden. Die andere Methode der Ultraschallprüfung ist die Winkelstrahlprüfung. Bei der Winkelstrahlprüfung wird ein anderer Einfallswinkel als 90 Grad verwendet. Bei der Kontaktprüfung wird ein abgewinkelter Kunststoffblock zwischen dem Aufnehmer und dem Objekt platziert, um den gewünschten Winkel zu erzeugen. Für die Winkelstrahlprüfung in Tauchanlagen wird kein Kunststoffblock benötigt, da der Aufnehmer einfach im Wasser abgewinkelt werden kann.
 |
 |
 |
 |
Wenn der Einfallswinkel auf etwas anderes als 90 Grad geändert wird, werden Longitudinalwellen und eine zweite Art von Schallwelle erzeugt. Diese anderen Wellen werden Scherwellen genannt. Da die Welle schräg eindringt, wandert sie nicht alle direkt durch das Material. Moleküle im Prüfling ziehen sich gegenseitig an, weil Festkörper starke molekulare Bindungen aufweisen. Die den Schall tragenden Moleküle werden von ihren umgebenden Molekülen angezogen. Aufgrund des Winkels werden diese schalltragenden Moleküle durch Anziehungskräfte in eine Richtung senkrecht zur Wellenrichtung gezogen. Dadurch entstehen Scherwellen oder Wellen, deren Moleküle sich senkrecht zur Wellenrichtung ausbreiten.

Auch die Winkelstrahlprüfung und eine Änderung des Einfallswinkels führen zu weiteren Komplikationen. Denken Sie daran, dass eine Welle, wenn sie unter einem Winkel auf eine Oberfläche trifft, beim Eintritt in das neue Medium gebrochen oder gebogen wird. Dadurch werden die Scherwellen und die Longitudinalwellen im Prüfling gebrochen. Die Brechung hängt von der Schallgeschwindigkeit in den beiden Medien ab, zwischen denen sich die Welle bewegt. Da die Geschwindigkeit von Scherwellen langsamer ist als die Geschwindigkeit von Longitudinalwellen, sind ihre Brechungswinkel unterschiedlich. Mit dem Snell-Gesetz können wir den Brechungswinkel berechnen, wenn wir die Schallgeschwindigkeit in unserem Material kennen.

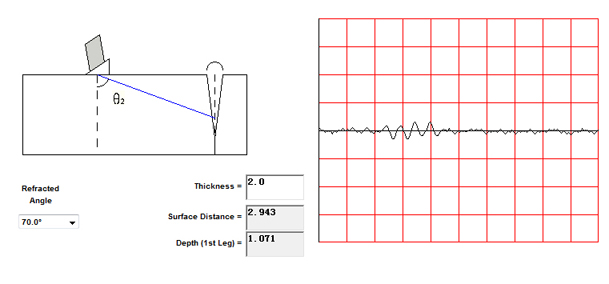
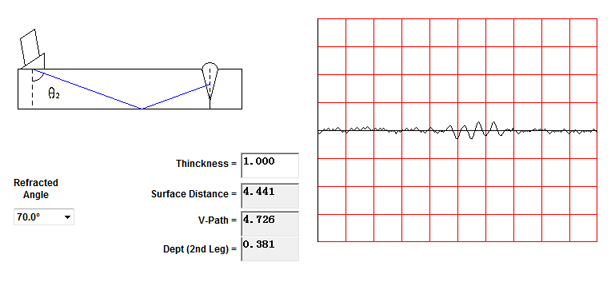
Ein Winkel wird ausgewählt, um sicherzustellen, dass ein Echo von vermuteten Fehlern erhalten wird. Dies sind oft die schädlichsten Fehler, zB fehlende Schweißnähte an geschweißten Seitenwänden und an der Wurzel oder Risse. Die am häufigsten verwendeten Sondenwinkel für unterschiedliche Stahldicken sind wie folgt:
A. 70 Keil – 0,250 bis 0,750 Zoll Dicke
B. 60 Keil – 0,500 bis 2,00 Zoll Dicke
C. 45 Keil – 1.500 und mehr Dicke
In anderen Winkeln betriebene Sonden müssen je nach Lage des Fehlers im Prüfgut und in Sonderfällen in dünneren Schnitten eingesetzt werden. Die Frequenz sollte ausreichend niedrig sein, um eine übermäßige Dämpfung zu vermeiden.
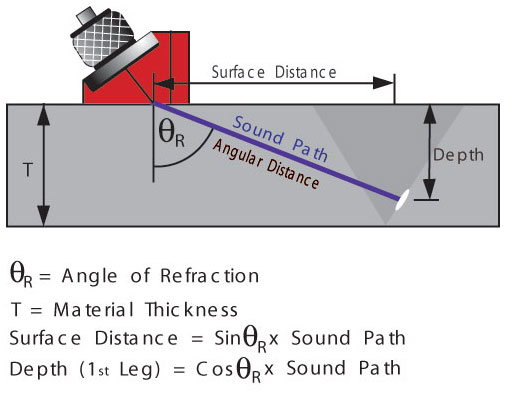
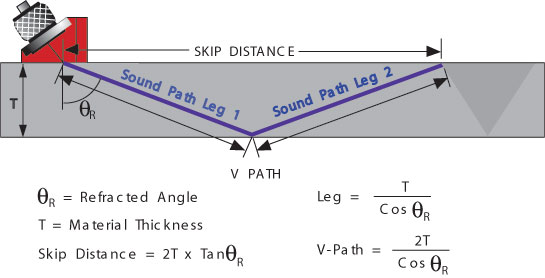
Winkelstrahlwandler und Keile werden typischerweise verwendet, um eine gebrochene Scherwelle in das Testmaterial einzuleiten. Ein abgewinkelter Schallpfad lässt den Schallstrahl von der Seite einfallen, wodurch die Erkennbarkeit von Fehlern in und um geschweißte Bereiche verbessert wird.
Postzeit: 26.09.2021